

Hochwertige CNC-Abkantpressenfertigung
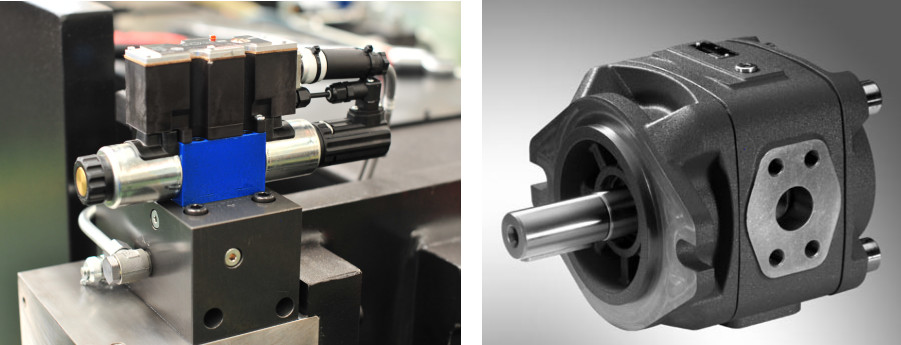
1. Zur Steuerung der beiden Zylinder wird ein elektrohydraulisches System verwendet, um eine hohe Synchronisationsgenauigkeit, eine hohe Biegegenauigkeit und eine hohe Repositionierungsgenauigkeit zu erreichen.
2. Um den Einfluss der Verformung des Gleitstücks während des Biegeprozesses auf die Werkstückqualität zu minimieren, wird ein automatisches System zur Kompensation der mechanischen Durchbiegung eingesetzt. Der Kompensationsgrad wird vom CNC-System automatisch angepasst, um eine hohe Genauigkeit zu gewährleisten.
(1) Die Maschine wird durch eine Zwei-Wege-Verstellstruktur kompensiert, die den Ausgleich in Quer- und Längsrichtung der Maschine ermöglicht.
(2) Um die Biegegenauigkeit zu erhöhen, wird die Methode der dichten Punktkompensation angewendet.
(3) Die Biegung des gleichen Plattendickenmaterials wird einmalig an Ort und Stelle ausgeglichen. Im Gegensatz zur hydraulischen Kompensation und der Hin- und Herbewegung der Struktur reduziert die mechanische Kompensation die Ermüdungsverformung des Werkzeugmaschinen-Arbeitsplatzes erheblich und verbessert dessen Lebensdauer.
(4) Verwenden Sie ein spezielles Untersetzungsgetriebe und ein hochpräzises Potentiometer, um die Genauigkeit der Kompensation genau zu steuern.
(5) Im Gegensatz zur Dreiplattenkonstruktion des hydraulischen Ausgleichstisches verwendet dieses Gerät eine Einplatten-Arbeitstischkonstruktion, die Störungen beim Biegen des Werkstücks wirksam verhindern kann.
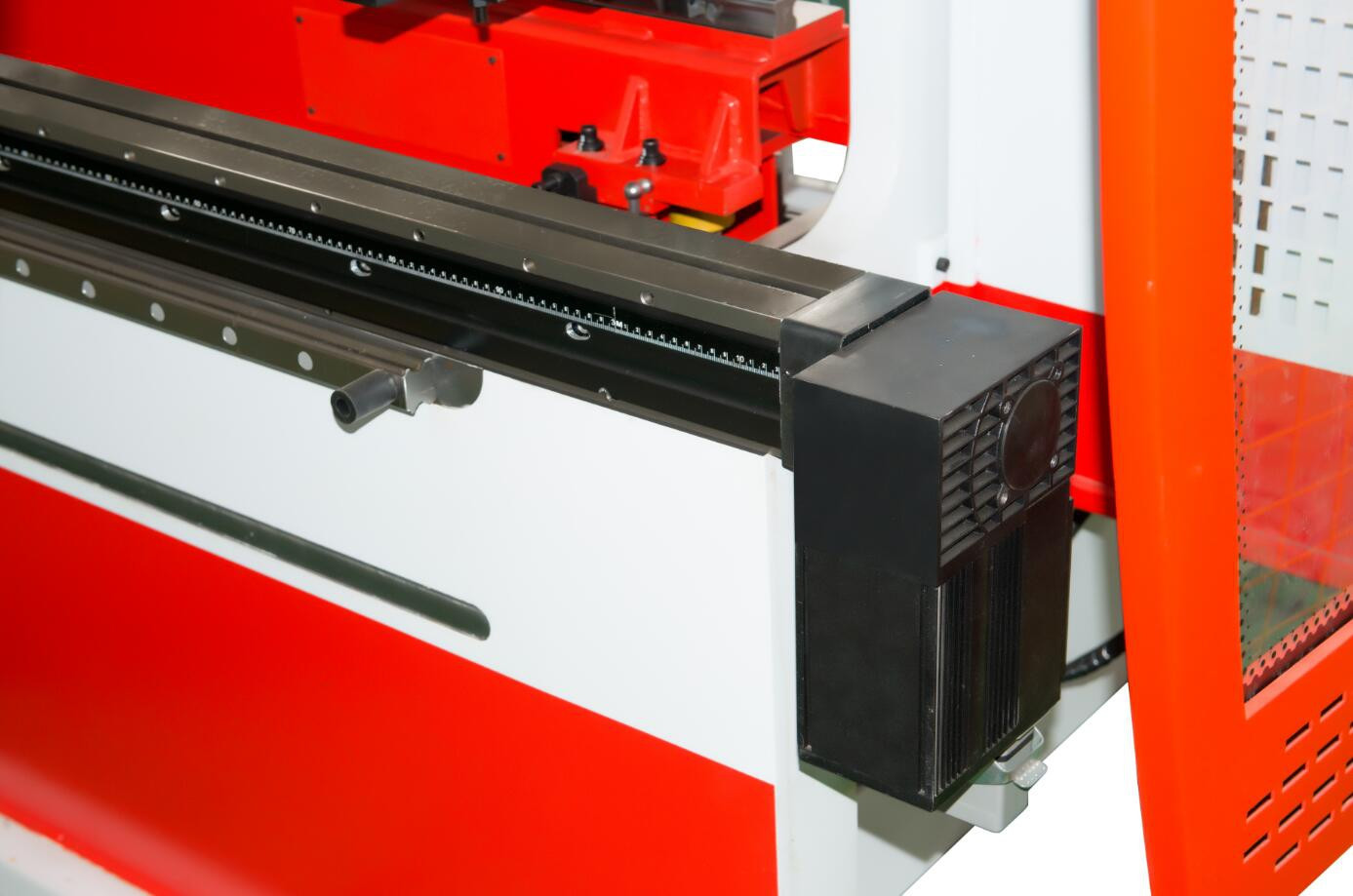
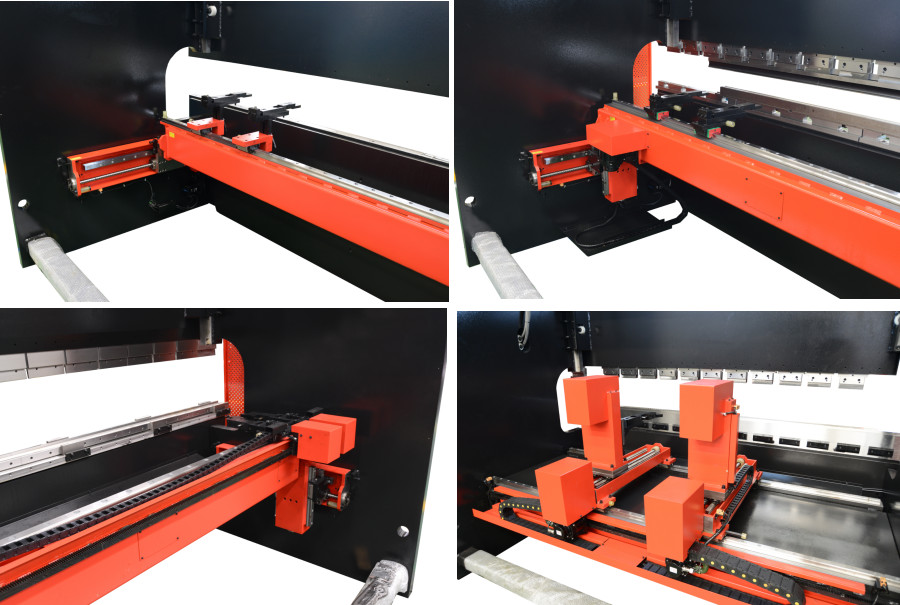
3. Multifunktionaler Hinteranschlag, der auf 6 Achsen erweitert werden kann: X1 und X2 für Vor- und Zurückbewegungen, R1 und R2 für Auf- und Abbewegungen sowie Z1 und Z2 für Seitwärtsbewegungen. Das Biegen des Werkstücks ist flexibel möglich.
4. Der Rahmen wird nach dem Schweißen in einem Arbeitsgang montiert und von einem CNC-Pentaeder-Bearbeitungszentrum bearbeitet, wodurch die Steifigkeit und Bearbeitungsgenauigkeit des Rahmens gewährleistet werden.
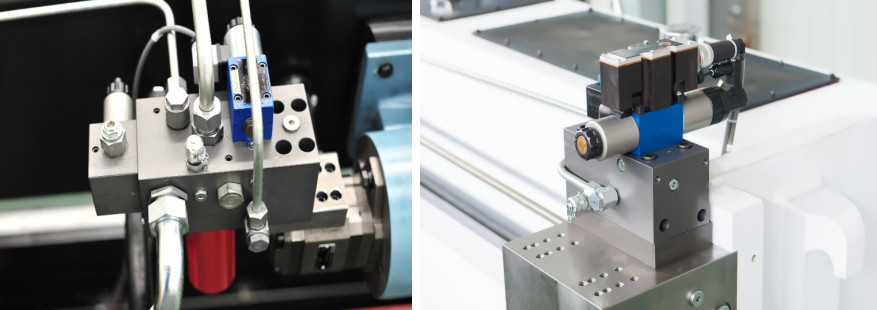
5. Das integrierte hydraulische Steuerungssystem reduziert den Rohrleitungsaufwand, wodurch Ölleckagen vermieden und die Stabilität der Leistung verbessert werden; außerdem wird das Erscheinungsbild der Maschine verschönert.

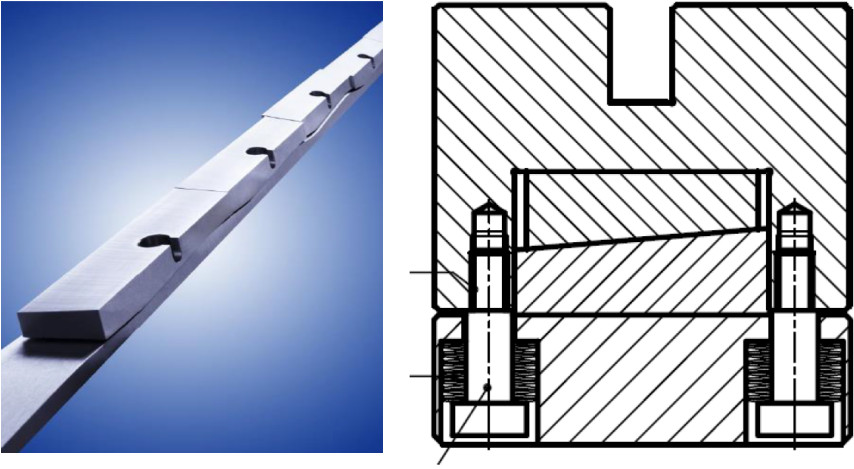
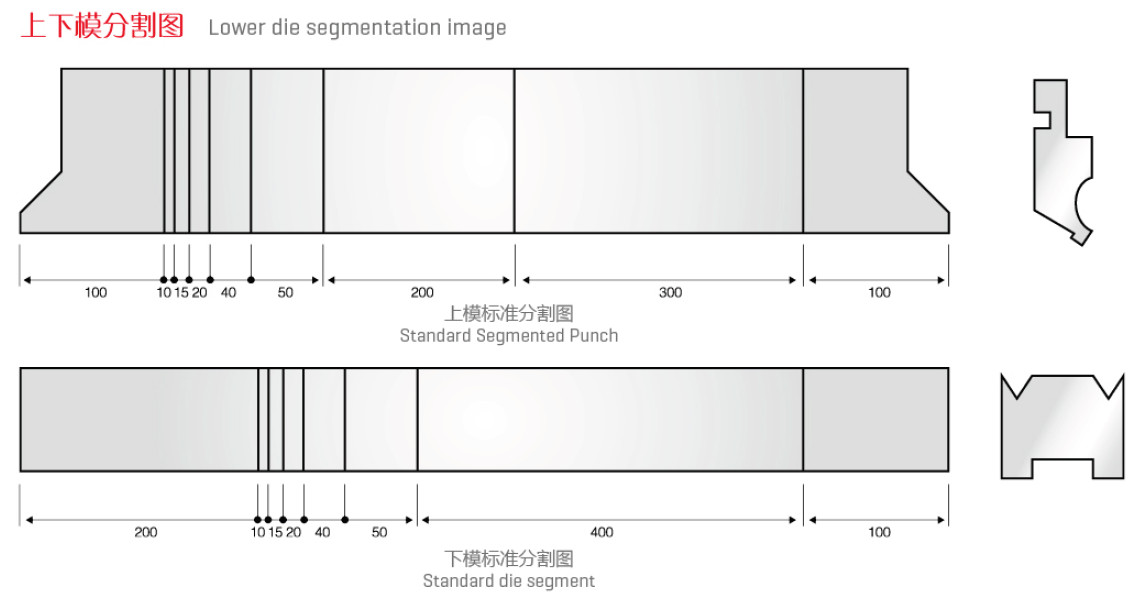
6. Segmentierte Stempel können je nach Biegeanforderung des jeweiligen Werkstücks mit einer bestimmten Länge kombiniert werden.
7. Zur Reduzierung des Arbeitsaufwands und zur Verbesserung der Arbeitseffizienz kann optional eine hydraulische Stanzautomatik oder eine mechanische Schnellspannvorrichtung eingebaut werden.

8. Das CNC-System verwendet ein Delem-CNC-System. Dieses System zeichnet sich durch modernste Elektronik, ein hochauflösendes TFT-Farbdisplay und ein mehrsprachiges Menü aus. Es ist ein international erstklassiges Steuerungssystem für Biegemaschinen.
9. Die C-förmige Auskeilenausgleichsvorrichtung ist unterhalb des Auskeilens der Werkzeugmaschine installiert und mit der Detektionseinrichtung verbunden. Geringfügige Verformungen durch die Biegekraft beeinträchtigen die Messgenauigkeit des Systems nicht, sodass die Biegegenauigkeit von Blechen beliebiger Dicke und aus beliebigem Material gewährleistet ist.
10. Die vordere Stütze und die Führungsschiene erleichtern die Bewegungsabläufe.


Delem DA66T CNC-Steuerungssystem mit international fortschrittlichem Niveau
1. Vollständiges WINDOWS®-Betriebssystem, ermöglicht sofortiges Herunterfahren der Maschine;
2. Auswahl mehrerer Sprachen mit komfortabler Bedienung;
3. Modisches Erscheinungsbild mit benutzerfreundlicher Bedienung;
4. Intelligente Modulstruktur, das System kann auf 24 Achsen erweitert werden;
5. 17" TFT-True-Color-LCD-Display, 2D-Grafikprogrammierung;
6. Eingebaute SPS zur Reduzierung des Schaltungsdesigns und Erhöhung der Zuverlässigkeit;
7. USB-Mausanschluss, Tastaturanschluss;

8. Automatische Erfassung der Maschinenlaufzeit und der Biegezeiten;
9. Automatische Zusammenstellung des Biegevorgangs und Biegesimulation;
10. Zoom ohne Beeinträchtigung des Maschinenbildes, des Werkzeugs und des Werkstücks im Maßstab 1:1:1 mit grafischer Darstellung;
11. Digitale, grafische und andere Mittel zur Werkzeugprogrammierung, Flachwerkzeuge, Großbogenwerkzeuge, Mehrfach-V-Nut-Werkzeuge, variable V-Nut-Werkzeuge;
12. Automatische Winkelkorrekturdatenbank, selbstlernende Biegetoleranztabelle und omnidirektionale Kollisionserkennungsfunktion, Abfallprodukte eliminieren;
13. Fehleralarmsystem zur Vermeidung von Fehlfunktionen;
14. Speicherkapazität 1 GB
15. Ferndiagnose;
16. Spezielle Maschinenanalysesoftware, Echtzeitüberwachung;
17. Spezielle Offline-Programmiersoftware kann die Programmierzeit verkürzen und die Effizienz steigern;
18. Eingebettetes Dateiverwaltungssystem, Texteditor;
19. Tandembetrieb;
20. Das Bedienfeld ist mit einem Not-Aus-Schalter, einem manuellen Schieberegler und ergonomischen Bedienelementen ausgestattet.
T-3500TCNC-System
1. Durch die Verwendung eines Echtzeit-Windows-Betriebssystems kann ein sofortiges Herunterfahren realisiert werden;
Es stehen zwei Sprachoptionen zur Verfügung, die Benutzeroberfläche kann auf Englisch eingestellt werden und ist einfach zu bedienen.
3. Modisches Design, einfache Bedienung, nutzerfreundlich;
4 Standard-Vierachsen, zusätzliche Module, unterstützt bis zu sechs Achsen;
5.10"TFT-Farbdisplay, LCD-Touchscreen, Multitouch, zweidimensionale Grafikprogrammierung, 3D-Anzeige;
6 integrierte SPS-Funktionen reduzieren den Schaltungsaufwand und erhöhen die Zuverlässigkeit;
7. USB-Maus- und Tastaturschnittstelle;
8 automatische Arbeitsstunden und Biegezeiten;
9, digitale und 2D-Grafik-Voll-Touch-Programmierung, 3D-Ansicht des Biegeprozesses, automatische Zusammenstellung und Simulation des Biegeprozesses;
10. Maschinenform, Werkzeug und Werkstück können gemäß der Grafik im Maßstab 1:1:1 frei vergrößert werden.

11, digitale, grafische und andere Mittel der Werkzeugprogrammierung, Flachwerkzeug, Großkreisbogenwerkzeug, Mehrfach-V-Nut-Werkzeug, Variable-V-Nut-Werkzeug;
12. Fehleralarmsystem zur Vermeidung von Fehlfunktionen;
13. Speicherkapazität 1 GB
14. Spezielle Maschinenanalysesoftware, Echtzeitüberwachung;
15. Eingebettetes Dateiverwaltungssystem, Texteditor;
16. Tandembetrieb;
17. Das Bedienfeld ist mit einem Not-Aus-Schalter, einem manuellen Schieberegler und ergonomischen Bedienelementen ausgestattet.
CNC-Abkantpresse; CNC-Abkantpresse; CNC-Abkantpresse; CNC-hydraulische Abkantpresse; CNC-Abkantpresse zu verkaufen; CNC-Bremse; hydraulische Blechabkantpresse; CNC-hydraulische Abkantpresse; CNC-Blechabkantpresse; CNC-Metallabkantpresse; Abkantpresse; CNC-hydraulische Abkantpresse; Biegemaschine; hydraulische Abkantpresse
Holland DELEM DA52 CNC-System
1. Durch die Verwendung eines Echtzeit-Windows-Betriebssystems kann ein sofortiges Herunterfahren realisiert werden.
2. Auswahl mehrerer Sprachen mit komfortabler Bedienung;
3. Modisches Erscheinungsbild mit benutzerfreundlicher Bedienung;
4. Intelligente modulare Struktur, das System kann flexibel über die 4 Achsen erweitert werden
5. 7"-TFT-LCD-Display;
6. Eingebaute SPS zur Reduzierung des Schaltungsdesigns und Erhöhung der Zuverlässigkeit;
7. USB-Mausanschluss, Tastaturanschluss, RS232-Anschluss, Sicherheits-SPS-Anschluss;
8. Automatische Erfassung der Maschinenlaufzeit und der Biegezeiten;
9. Digitale Programmierung;
10. Programmierung der digitalen Form;
11. Die Datenbank für die automatische Winkelkorrektur;
12. Fehlerwarnsystem zur Vermeidung von Fehlbedienungen;
13. Die Speicherkapazität beträgt 64 MB.
14. Spezielle Analysesoftware, Echtzeitüberwachung;
15. Tandembetrieb;
16. Das Bedienfeld ist mit einer Not-Aus-Funktion ausgestattet.

Holland DELEM DA53 CNC-System
1. Mit dem Betriebssystem DELEM-LINUX kann ein sofortiges Herunterfahren realisiert werden.
2. Auswahl mehrerer Sprachen mit komfortabler Bedienung;
3. Modisches Erscheinungsbild mit benutzerfreundlicher Bedienung;
4. Intelligente modulare Struktur, das System kann flexibel über die 4 Achsen erweitert werden
5. 10"-TFT-LCD-Display;
6. Eingebaute SPS zur Reduzierung des Schaltungsdesigns und Erhöhung der Zuverlässigkeit;
7. USB-Mausanschluss, Tastaturanschluss, RS232-Anschluss, Sicherheits-SPS-Anschluss;
8. Automatische Erfassung der Maschinenlaufzeit und der Biegezeiten;
9. Digitale Touch-Programmierung;
10. Programmierung der digitalen Form;
11. Die Datenbank für die automatische Winkelkorrektur;
12. Fehlerwarnsystem zur Vermeidung von Fehlbedienungen;
13. Die Speicherkapazität beträgt 64 MB.
14. Spezielle Analysesoftware, Echtzeitüberwachung;
15. Eingebettetes Dateiverwaltungssystem, Texteditor
16. Tandembetrieb;
17. Das Bedienfeld ist mit einer Not-Aus-Funktion ausgestattet.

| NEIN. | Beschreibung | Menge | Bemerkung |
| 1 | Operationsdateien | Ein Satz | |
| 2 | Innensechskant-Steckschlüssel | Ein Satz | |
| 3 | Fettpresse | Eins Nr. | |
| 4 | Erdungsbolzen | Ein Satz | |
| 5 | Einstellschraube | Ein Satz | |
| 6 | Fußsteuerung | Eins Nr. | |
| 7 | Standardwerkzeuge | Ein Satz |
1. Hydrauliköl: importiertes VG46# verschleißfestes Hydrauliköl; die erforderliche Ölmenge hängt von den Maschinenspezifikationen ab;
2. Stromversorgung: 380 V, 50 Hz, Spannungsschwankung 10 % – 5 %
3. Umgebungstemperatur: 0 °C - +40 °C
4. Umgebungsfeuchtigkeit: relative Luftfeuchtigkeit 20-80% RH (nicht kondensierend)
5. Von starken Vibrationsquellen und elektromagnetischen Störungen fernhalten.
6. Wenig Staub, keine schädlichen oder korrosiven Gase
7. Bereiten Sie das Fundament gemäß der Fundamentzeichnung vor.
8. Wählen Sie geeignetes Personal mit einem bestimmten Bildungshintergrund für eine langfristige Anstellung als Maschinenbediener aus.
| NEIN. | Beschreibung | Menge | Bemerkung |
| 1 | Operationsdateien | Ein Satz | |
| 2 | Innensechskant-Steckschlüssel | Ein Satz | |
| 3 | Fettpresse | Eins Nr. | |
| 4 | Erdungsbolzen | Ein Satz | |
| 5 | Einstellschraube | Ein Satz | |
| 6 | Fußsteuerung | Eins Nr. | |
| 7 | Standardwerkzeuge | Ein Satz |
60T
| Spezifikation | Einheit | PR9 060/2550 | |
| Maximale Biegekraft | KN | 600 | |
| Maximale Biegelänge | mm | 2550 | |
| Spaltenabstand | mm | 2150 | |
| Halstiefe | mm | 350 | |
| Ram-Stroke | mm | 215 | |
| Geschlossene Höhe | mm | 530 | |
| Annäherungsgeschwindigkeit | mm/s | 200 | |
| Arbeitsgeschwindigkeit | mm/s | 18 | |
| Rücklaufgeschwindigkeit | mm/s | 200 | |
| Hauptmotorleistung | Kw | 7,5 | |
| CNC-System | Holland Delem DA66T oder DA52S oder DA53T oder T-3500T CNC-System zur Steuerung der Achsen Y1, Y2, X, R, Z1, Z2 und der mechanischen Bombierung. | ||
| Öltankkapazität | L | 300 | |
| X Achse | Genauigkeit | mm | ±0,1 |
| Schlaganfall | mm | 500 | |
| Geschwindigkeit | mm/s | 400 | |
| Leistung | Kw | 0,85 | |
| R Achse | Genauigkeit | mm | ±0,1 |
| Schlaganfall | mm | 200 | |
| Geschwindigkeit | mm/s | 200 | |
| Leistung | Kw | 0,85 | |
| Z1,Z2 Achse | Genauigkeit | mm | ±0,1 |
| Schlaganfall | mm | 1250 | |
| Geschwindigkeit | mm/s | 1200 | |
| Leistung | Kw | 0,75 | |
| Umrissabmessung | Länge | mm | 3400 |
| Breite | mm | 1400 | |
| Höhe | mm | 2510 | |
100T
| Spezifikation | Einheit | PR9 100/3100 | PR9 100/4100 | |
| Maximale Biegekraft | KN | 1000 | 1000 | |
| Maximale Biegelänge | mm | 3100 | 4100 | |
| Spaltenabstand | mm | 2700 | 3700 | |
| Halstiefe | mm | 420 | 420 | |
| Ram-Stroke | mm | 265 | 265 | |
| Geschlossene Höhe | mm | 530 | 530 | |
| Annäherungsgeschwindigkeit | mm/s | 220 | 220 | |
| Arbeitsgeschwindigkeit | mm/s | 17 | 13 | |
| Rücklaufgeschwindigkeit | mm/s | 220 | 150 | |
| Hauptmotorleistung | Kw | 15 | 11 | |
| CNC-System | Holland Delem DA66T oder DA52S oder DA53T oder T-3500T CNC-System zur Steuerung der Achsen Y1, Y2, X, R, Z1, Z2 und der mechanischen Bombierung. | |||
| Öltankkapazität | L | 350 | 500 | |
| X Achse | Genauigkeit | mm | ±0,1 | ±0,1 |
| Schlaganfall | mm | 500 | 500 | |
| Geschwindigkeit | mm/s | 400 | 400 | |
| Leistung | Kw | 0,85 | 0,85 | |
| R Achse | Genauigkeit | mm | ±0,1 | ±0,1 |
| Schlaganfall | mm | 200 | 200 | |
| Geschwindigkeit | mm/s | 200 | 200 | |
| Leistung | Kw | 0,85 | 0,85 | |
| Z1,Z2 Achse | Genauigkeit | mm | ±0,1 | ±0,1 |
| Schlaganfall | mm | 1850 | 2800 | |
| Geschwindigkeit | mm/s | 1200 | 1200 | |
| Leistung | Kw | 0,75 | 0,75 | |
| Umrissabmessung | Länge | mm | 3450 | 4450 |
| Breite | mm | 1600 | 1600 | |
| Höhe | mm | 2750 | 2710 | |
150T
| Spezifikation | Einheit | PR9 150/3100 | PR9 150/4100 | |
| Maximale Biegekraft | KN | 1500 | 1500 | |
| Maximale Biegelänge | mm | 3100 | 4100 | |
| Spaltenabstand | mm | 2700 | 3700 | |
| Halstiefe | mm | 420 | 420 | |
| Ram-Stroke | mm | 265 | 265 | |
| Geschlossene Höhe | mm | 530 | 530 | |
| Annäherungsgeschwindigkeit | mm/s | 180 | 180 | |
| Arbeitsgeschwindigkeit | mm/s | 11 | 11 | |
| Rücklaufgeschwindigkeit | mm/s | 150 | 150 | |
| Hauptmotorleistung | Kw | 15 | 15 | |
| CNC-System | Holland Delem DA66T oder DA52S oder DA53T oder T-3500T CNC-System zur Steuerung der Achsen X, Y1, Y2, R, Z1, Z2 und der mechanischen Bombierung. | |||
| Öltankkapazität | L | 440 | 600 | |
| Anzahl der Öltanks | NEIN. | 3 | 4 | |
| X Achse | Genauigkeit | mm | ±0,10 | ±0,1 |
| Schlaganfall | mm | 500 | 500 | |
| Geschwindigkeit | mm | 500 | 400 | |
| Leistung | kw | 0,85 | 0,85 | |
| R Achse | Genauigkeit | mm | ±0,10 | ±0,1 |
| Schlaganfall | mm | 200 | 200 | |
| Geschwindigkeit | mm | 200 | 200 | |
| Leistung | kw | 0,85 | 0,85 | |
| Z1,Z2 Achse | Genauigkeit | mm | ±0,10 | ±0,1 |
| Geschwindigkeit | mm | 1200 | 1200 | |
| Schlaganfall | mm | 1850 | 2800 | |
| Leistung | kw | 0,75 | 0,75 | |
| Umrissabmessung | Länge | mm | 3470 | 4470 |
| Breite | mm | 1720 | 1720 | |
| Höhe | mm | 2700 | 2710 | |
PR9 060
| NEIN. | Name | Modell | Marke | |
| 1 | CNC-System | DA66T/T-3500T/DA52S oder DA53T CNC-System | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ODER YASAKAWA | |
| 3 | Servotreiber | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ODER YASAKAWA | |
| 4 | Hydrauliksystem | Elektrohydraulisches System | Deutschland Bosch-Rexroth oder Deutschland HOERBIGER | |
| Synchronisationssteuerungsbaugruppe | a. Druckventil | |||
| b. aktives Ventil | ||||
| c. Proportional-Servoventil usw. | ||||
| Hydraulische Steuereinheit | a. Patronenventil | |||
| b. Proportionaldruckventil | ||||
| c. Wählventil | ||||
| d. Proportional-Dekompressionsventil | ||||
| z. B. Druckventil usw. | ||||
| 5 | Lineare Führungsschiene | 35A---760L ODER 35E-760L | THK ODER PMI | |
| 6 | Kugelgewindetrieb | 25/20-1000L oder R25/20-880/1000 | THK ODER PMI | |
| 7 | Ölpumpe | PGH3-2X/016RE071VU2 | Deutschland Rexroth | |
| 8 | Kompletter Satz Dichtringe im Ölzylinder | USA PARKER | USA PARKER | |
| 9 | Komplettes Hochdruckleitungssystem | 1. GE16 ZSR 3/4EDCF | USA PARKER, EO-2 Rohrverbindung oder Deutschland VOSS Rohrverbindung | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Kupplung | R38 25/42 | Deutschland KTR | |
| 11 | Wechselstromschütz | LC1-D1810B7, LC1-D0910B7N usw. | Schneider | |
| 12 | Näherungsschalter | TP-SM5P2 usw. | NEIGEN | |
| 13 | Anschlussleitung | UK2.5B, UK10N usw. | Phönix | |
| 14 | Taste | XB2-BVB3LC usw. | Schneider | |
| 15 | Malerei | Holland Sikkens | ||
| 16 | Krönung | Nationale Marke (Standard) | SREE/UNION | |
| 17 | Krönung | Importiert (Option) | VILLA | |
| 18 | Frontanhänger | Standard | JFY | |
PR9 100
| NEIN. | Name | Modell | Marke | |
| 1 | CNC-System | DA66T oder DA52S oder DA53T oder T-3500T CNC-System | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ODER YASAKAWA | |
| 3 | Servotreiber | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ODER YASAKAWA | |
| 4 | Hydrauliksystem | Elektrohydraulisches System | Deutschland Bosch-Rexroth oder Deutschland HOERBIGER | |
| Synchronisationssteuerungsbaugruppe | a. Druckventil | |||
| b. aktives Ventil | ||||
| c. Proportional-Servoventil usw. | ||||
| Hydraulische Steuereinheit | a. Patronenventil | |||
| b. Proportionaldruckventil | ||||
| c. Wählventil | ||||
| d. Proportional-Dekompressionsventil | ||||
| z. B. Druckventil usw. | ||||
| 5 | Lineare Führungsschiene | 35A-760L ODER 35E-760L | THK ODER PMI | |
| 6 | Kugelgewindetrieb | 20/25-880/1000 ODER R25/20-880/1000 | THK ODER PMI | |
| 7 | Ölpumpe | PGH4-3X/032RE071VU2 | Deutschland Rexroth | |
| IPVAP5-32 | Deutschland VOITH | |||
| HQI3-32 | Deutschland Eckerle | |||
| 8 | Kompletter Satz Dichtringe im Ölzylinder | USA PARKER | USA PARKER | |
| 9 | Komplettes Hochdruckleitungssystem | 1. GE16 ZSR 3/4EDCF | USA PARKER, EO-2 Rohrverbindung oder Deutschland VOSS Rohrverbindung | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Kupplung | R38 25/42 | Deutschland KTR | |
| 11 | Wechselstromschütz | LC1-D1810B7, LC1-D0910B7N usw. | Schneider | |
| 12 | Näherungsschalter | TP-SM5P2 usw. | NEIGEN | |
| 13 | Anschlussleitung | UK2.5B, UK10N usw. | Phönix | |
| 14 | Taste | XB2-BVB3LC usw. | Schneider | |
| 15 | Malerei | KAILEDI | ||
| 16 | Krönung | Nationale Marke (Standard) | SREE/UNION | |
| 17 | Krönung | Importiert (Option) | VILLA | |
| 18 | Frontanhänger | Standard | JFY | |
PR9 150
| NEIN. | Name | Modell | Marke | |
| 1 | CNC-System | DA66T oder DA52S oder DA53T oder T-3500T CNC-System | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ODER YASAKAWA | |
| 3 | Servotreiber | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ODER YASAKAWA | |
| 4 | Hydrauliksystem | Elektrohydraulisches System | Deutschland Bosch-Rexroth | |
| Synchronisationssteuerungsbaugruppe | a. Druckventil | |||
| b. aktives Ventil | ||||
| c. Proportional-Servoventil usw. | ||||
| Hydraulische Steuereinheit | a. Patronenventil | |||
| b. Proportionaldruckventil | ||||
| c. Wählventil | ||||
| d. Proportional-Dekompressionsventil | ||||
| z. B. Druckventil usw. | ||||
| 5 | Lineare Führungsschiene | 35A-760L ODER 35E-760L | THK ODER PMI | |
| 6 | Kugelgewindetrieb | 20/25-880/1000 ODER R25/20-880/1000 | THK ODER PMI | |
| 7 | Ölpumpe | PGH4-3X/032RE071VU2 | Deutschland Rexroth | |
| IPVAP5-32 | Deutschland VOITH | |||
| HQI3-32 | Deutschland Eckerle | |||
| 8 | Kompletter Satz Dichtringe im Ölzylinder | USA PARKER | USA PARKER | |
| 9 | Komplettes Hochdruckleitungssystem | 1. GE16 ZSR 3/4EDCF | USA PARKER, EO-2 Rohrverbindung oder Deutschland VOSS Rohrverbindung | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Kupplung | R38 25/42 | Deutschland KTR | |
| 11 | Wechselstromschütz | LC1-D1810B7, LC1-D0910B7N usw. | Schneider | |
| 12 | Näherungsschalter | TP-SM5P2 usw. | NEIGEN | |
| 13 | Anschlussleitung | UK2.5B, UK10N usw. | Phönix | |
| 14 | Taste | XB2-BVB3LC usw. | Schneider | |
| 15 | Malerei | KAILEDI | ||
| 16 | Krönung | Nationale Marke (Standard) | SREE/UNION | |
| 17 | Krönung | Importiert (Option) | VILLA | |
| 18 | Frontanhänger | Standard | JFY | |
CNC-Abkantpresse; CNC-Abkantpresse; CNC-Abkantpresse; CNC-hydraulische Abkantpresse; CNC-Abkantpresse zu verkaufen; CNC-Bremse; hydraulische Blechabkantpresse; CNC-hydraulische Abkantpresse; CNC-Blechabkantpresse; CNC-Metallabkantpresse; Abkantpresse; CNC-hydraulische Abkantpresse; Biegemaschine; hydraulische Abkantpresse
